

Nick Hicks
Technical Marketing Manager

Hugh Thompson
Applications Engineer

Garrett Gueldenzoph
Materials Analyst

Brennan Langdon
Materials Analyst







High Temperature Strength – An Explanation of Creep and Rupture
High Temperature Strength – An Explanation of Creep and Rupture Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to ...

Positive Material Identification (PMI)
Positive Material Identification (PMI) Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get instant pricing and purchase your ...

The History and Uses of AL-6XN®
The History and Uses of AL-6XN® Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get instant pricing and ...

Bar Products: Specifications, Key Processes, and Common Confusions Explained
Bar Products: Specifications, Key Processes, and Common Confusions Explained Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get ...

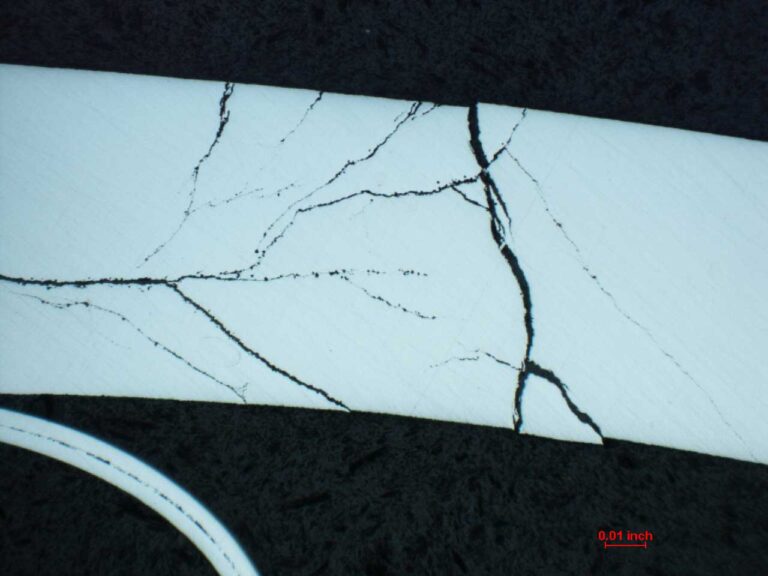
Chloride Stress Corrosion Cracking (CSCC) in Indoor Swimming Pools
Explore the causes and solutions for chloride stress corrosion cracking (CSCC) in 300 series stainless steels used in indoor swimming pool environments.
What Are Raw Material Surcharges?
The raw material surcharge offsets fluctuating costs of stainless steel and nickel alloys, calculated per pound.
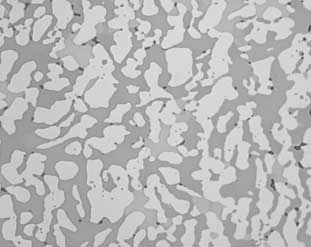
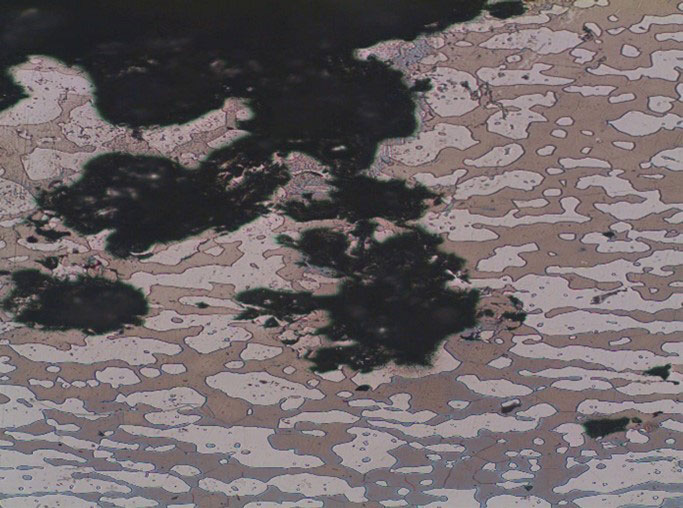
Quality of Microstructure of Duplex Stainless Steels
Duplex stainless steels typically have 50% of both austenite and ferrite in their microstructure. It is necessary to have good control of...

Flat Bar or Gauered Flat Bar from Plate
Discover the difference between flat bars and gauered flat bars cut from plates. Learn about their dimensional tolerances and the importance of edge and corner ...

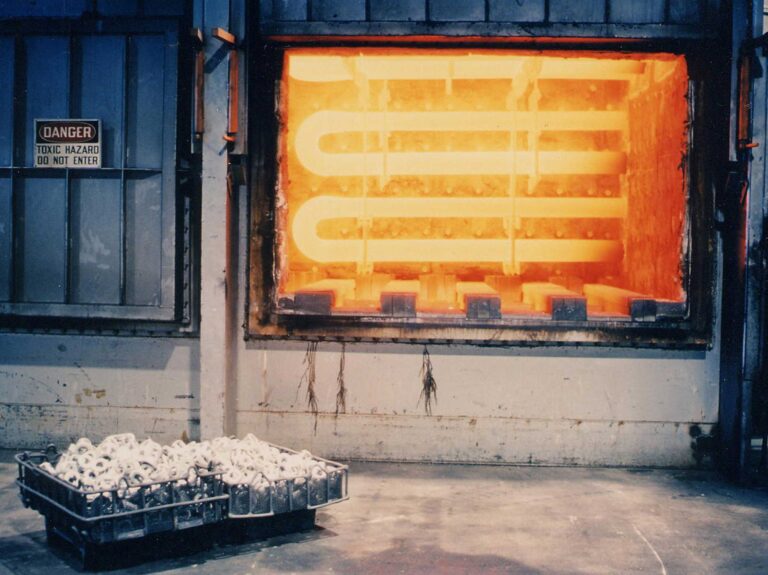
Metal Dusting
Metal Dusting is a hazard when using heat-treat carburizing furnaces and petrochemical equipment. Explore how high-chromium alloys thwart this destructive process, safeguarding crucial industrial assets ...

Manganese Substitution Grades of Stainless Steel
Explore the evolution of stainless steel with manganese substitution grades, offering cost-effective solutions for industries like appliances and food equipment.

Plate Thickness Variations
Plate Thickness Variation Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get instant pricing and purchase your metal ...

Best Practices When Using Duplex Stainless Steels
Best Practices When Using Duplex Stainless Steel Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get instant pricing ...
Things to Know About PREN
Highlighting the importance of factors beyond PREN, like manufacturing processes and heat treatment, is essential for predicting corrosion resistance accurately in various environments.
Best Practices When Using Specialty Materials for SWRO Feed and Brine Reject Lines
Best Practices When Using Specialty Materials for SWRO Feed and Brine Reject Lines Back To All Articles Share: More Articles Quote, Buy, Track! We make ...
Dual Certification
The term "dual certification" is primarily employed when certifying a material as meeting the specifications for two separate alloys.

Determining Condition of Age-Hardenable Alloys
There is a lot of confusion about the condition that age-hardenable materials, such as 17-4 or 718 are in. Are they annealed, solution annealed, or ...

Understanding High-Temperature Distortion of Metals
Understanding High-Temperature Distortion of Metals Back To All Articles Share: Quote, Buy, Track! We make it easy to get instant pricing and purchase your metal ...
Introduction to Heat Resistant Alloys
Introduction to Heat Resistant Alloys Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get instant pricing and purchase ...

Sheet and Plate Flatness
Sheet and Plate Flatness Back To All Articles Share: Quote, Buy, Track! We make it easy to get instant pricing and purchase your metal at ...

Pipe Sizes and Tolerances
Pipe Sizes and Tolerances Back To All Articles Share: Quote, Buy, Track! We make it easy to get instant pricing and purchase your metal at ...

Machining Stainless Steel and Nickel Alloys
In most circumstances, machining stainless steel and nickel alloys is more difficult than machining low-alloy steels. However, there are a wide range of compositions, and ...

Ferrite Content in Austenitic Stainless Steels
Ferrite Content in Austenitic Stainless Steels Back To All Articles Share: Quote, Buy, Track! We make it easy to get instant pricing and purchase your ...

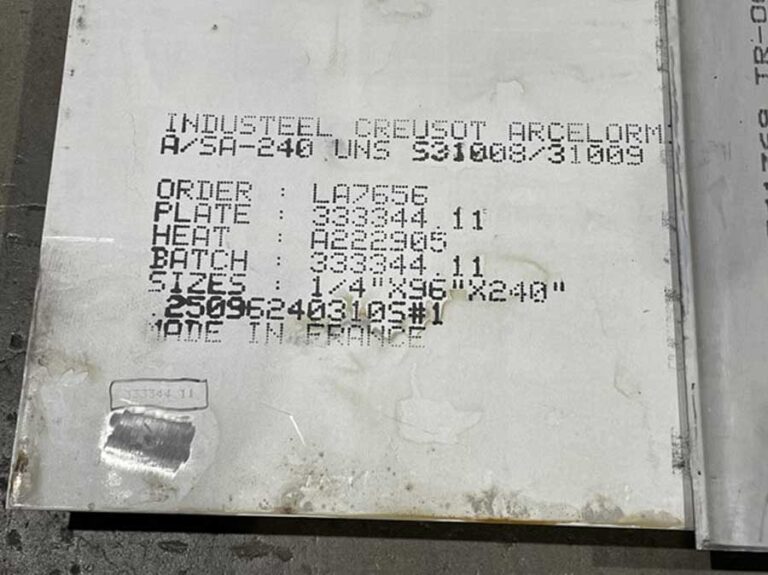
Material Test Reports
Understanding material test reports (MTRs) can be challenging for those who seldom need to interpret them. There is no standard format for reporting the required ...

Titanium Grades and Relative Properties
Titanium Grades and Relative Properties Back To All Articles Share: Quote, Buy, Track! We make it easy to get instant pricing and purchase your metal ...
Stress Corrosion Cracking
Stress Corrosion Cracking (SCC) is a cracking phenomenon that is crucial to consider when working with specialty alloys. SCC is often associated with chlorides but ...
Specialty Metals for Space Exploration
Specialty Metals for Space Exploration Back To All Articles Share: Quote, Buy, Track! We make it easy to get instant pricing and purchase your metal ...
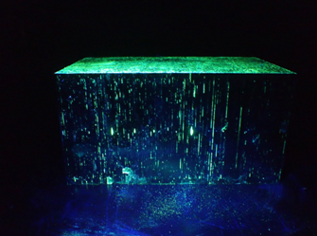
Inclusions in Specialty Alloys
When molten metal (steel, stainless steel, or nickel alloys) solidifies, the center of an ingot or slab is the last to freeze. While non-metallic impurities ...

How to Weld Duplex Stainless Steel
How to Weld Duplex Stainless Steel Back To All Articles Share: More Articles Rolled Alloys Metallurgical Services often receive questions about welding duplex stainless steel ...

What is Sensitization and How to Avoid It?
What is Sensitization and How to Avoid It? Back To All Articles Share: More Articles Sensitization is a phenomenon that can occur in stainless steel ...

Hydrogen Sulfide – NACE MR0175/ISO 15156 & NACE MR0103
Hydrogen Sulfide -MR0175/ISO 15156 & MR0103 Back To All Articles Share: More Articles NACE International has developed two significant standards relative to the use of ...
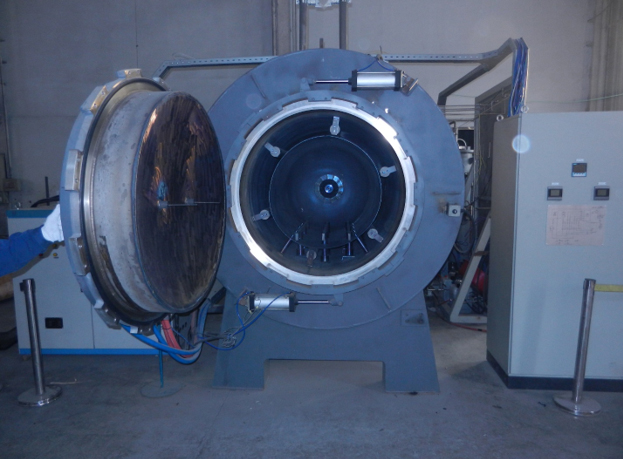
Confused About Annealing and Heat Treating Terminology?
Confused About Annealing and Heat Treating Terminology? Back To All Articles Share: More Articles In the broadest sense, annealing is the process of heating an ...

How Stainless Steel Rusts
How Stainless Steel Rusts Back To All Articles Share: More Articles All grades of stainless steel contain a minimum of 10.5% chromium within their chemical ...
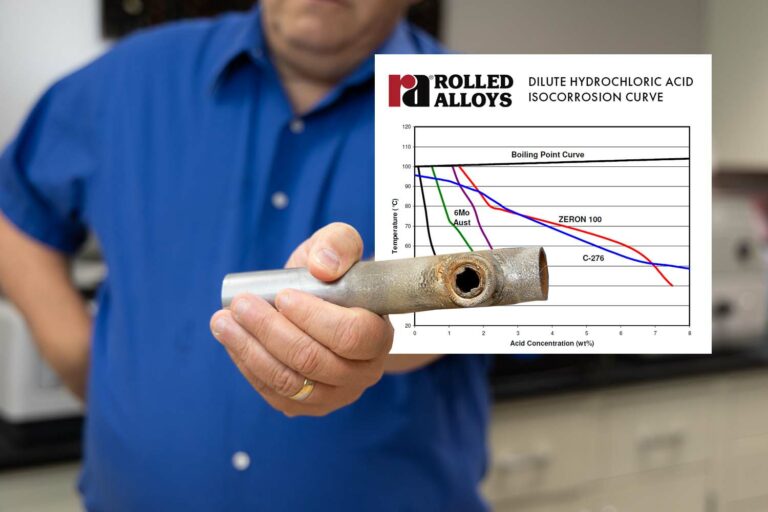
Alloys and Acid Performance
Alloys and Acid Performance Back To All Articles Share: More Articles Isocorrosion Curves for Dilute Hydrochloric Acid and Sulfuric Acid https://youtu.be/5X-Un5Hwnz4 Marc Glasser is the ...

Plasma or Laser Processing: To Cut or Not to Cut
Plasma or Laser Processing: To Cut or Not to Cut Back To All Articles Share: Plasma and laser cutting are fast, productive industrial processes for ...

Process vs. Process
Which Processing Method is Best for Your Needs? Back To All Articles Share: More Articles Process vs Process Rolled Alloys strives to be a one-stop ...

Stop Corrosion Before It Starts
Stop Corrosion Before It Starts Back To All Articles Share: More Articles Corrosion can occur when an alloy is exposed to moisture and other elements ...
