
Chicago Oktobarfest 2024
Join us for food, demo’s and prizes on October 11th from 11 a.m to 3:30 p.m at 711 Phoenix Lake Ave, Streamwood, Illinois.
High Temperature Strength – An Explanation of Creep and Rupture
High Temperature Strength – An



Bar Products: Specifications, Key Processes, and Common Confusions Explained
Bar Products: Specifications, Key Processes,

Chloride Stress Corrosion Cracking (CSCC) in Indoor Swimming Pools
Explore the causes and solutions for chloride stress corrosion cracking (CSCC) in 300 series stainless steels used in indoor swimming pool environments.

What Are Raw Material Surcharges?
The raw material surcharge offsets fluctuating costs of stainless steel and nickel alloys, calculated per pound.
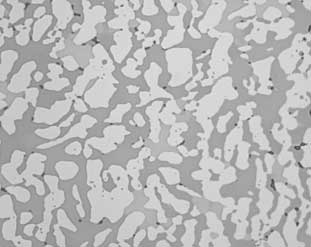
Quality of Microstructure of Duplex Stainless Steels
Duplex stainless steels typically have 50% of both austenite and ferrite in their microstructure. It is necessary to have good control of…

Flat Bar or Gauered Flat Bar from Plate
Discover the difference between flat bars and gauered flat bars cut from plates. Learn about their dimensional tolerances and the importance of edge and corner conditions in stainless and nickel alloy products.

Metal Dusting
Metal Dusting is a hazard when using heat-treat carburizing furnaces and petrochemical equipment. Explore how high-chromium alloys thwart this destructive process, safeguarding crucial industrial assets against disintegration at temperatures ranging from 800 to 1700°F.

Manganese Substitution Grades of Stainless Steel
Explore the evolution of stainless steel with manganese substitution grades, offering cost-effective solutions for industries like appliances and food equipment.


Precipitate at a triple point.
Precipitate in a thin ferrite region constrained between two austenite grains.
Precipitate at the austenite/ferrite boundary growing into the ferrite phase.
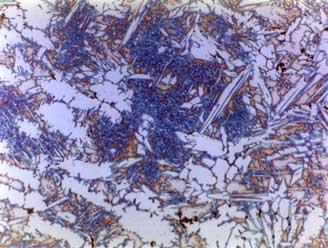
Primary austenite
Reformed austenite
Intermetallic particles in dendrite arm spacings.
Intermetallic particles in dendrite arm spacings
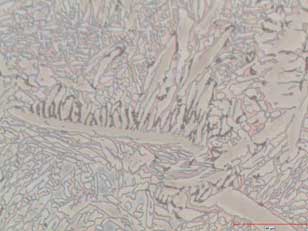
Intermetallic particles in dendrite arm spacings.




Chicago Oktobarfest 2024
Join us for food, demo’s and prizes on October 11th from 11 a.m to 3:30 p.m at 711 Phoenix Lake Ave, Streamwood, Illinois.

High Temperature Strength – An Explanation of Creep and Rupture
High Temperature Strength – An Explanation of Creep and Rupture Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to

Positive Material Identification (PMI)
Positive Material Identification (PMI) Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get instant pricing and purchase your

The History and Uses of AL-6XN®
The History and Uses of AL-6XN® Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get instant pricing and

Bar Products: Specifications, Key Processes, and Common Confusions Explained
Bar Products: Specifications, Key Processes, and Common Confusions Explained Back To All Articles Share: More Articles Quote, Buy, Track! We make it easy to get

Chloride Stress Corrosion Cracking (CSCC) in Indoor Swimming Pools
Explore the causes and solutions for chloride stress corrosion cracking (CSCC) in 300 series stainless steels used in indoor swimming pool environments.